
15531712560
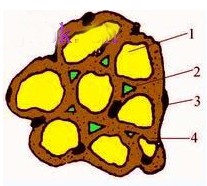
型砂和芯砂的质量直接影响铸件的质量,型砂质量不好会使铸件产生气孔、砂眼、粘砂、夹砂等缺陷。良好的型砂应具备下列性能:
一、透气性型
高温金属液浇入铸型后,型内充满大量气体,这些气体_由铸型内顺利 排出去,型砂这种能让气体透过的性能称为透气性。否则将会使铸件产生气孔、浇不足等缺陷。铸型的透气性受砂的粒度、粘土含量、水分含量及砂型紧实度等因素的影响。砂的粒度越细、粘土及水分含量越高、砂型紧实度越高,透气性则越差
二、 强度
高温的金属液体浇进后对铸型产生强烈的热作用,因此型砂要具有抵抗高温热作用的能力即耐火性。如造型材料的耐火性差,铸件易产生粘砂。型砂中SiO2含量越多,型砂颗粒越大,耐火性越好。
四、退让性
铸件在冷凝时,体积发生收缩,型砂应具有_的被压缩的能力,称为退让性。型砂的退让性不好,铸件易产生内应力或开裂。型砂越紧实,退让性越差。在型砂中加入木屑等物可以提高退让性。
五、可塑性
指型砂在外力作用下变形,去除外力后能完整地保持已有形状的能力。造型材料的可塑性好,造型操作方便,制成的砂型形状准确、轮廓清晰。



