
15531712560
由于千分表的读数精度比百分表高,所以百分表适用于尺寸精度IT6~IT8级零件的校正和检验:千分表则用于尺寸精度为IT5~IT7级零件的校正和检验。百分表和千分表按其制造精度,可分为0、1和2级三种,0级精度较高。使用时,应按照零件的形状和精度要求,选用合适的百分表或千分表的精度等级和测量范围。
使用百分表和千分表时,_注意以下几点:
1、 使用前应检查测量杆活动的灵活性。即轻轻推动测量杆时,测量杆在套筒内的移动要灵活,没有_轧卡现象,且每次放松后,指针能回复到原来的刻度位置。
2、 使用百分表或千分表时,_把它固定在可靠的夹持架上(如固定在_表架或磁性表座上,如图1所示),夹持架要安放平稳,免使测量结果不准确或摔坏百分表。
用夹持百分表的套筒来固定百分表时,夹紧力不要过大,以免因套筒变形而使测量杆活动不灵活。
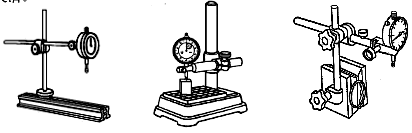 图1
图1
3、 用百分表或千分表测量零件时,测量杆_垂直于被测量表面。如图2所示,即使测量杆的轴线与被测量尺寸的方向一致。否则将使测量杆活动不灵活或使用结果不准确。
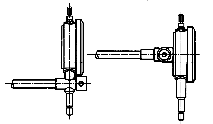 图2
图2
5、 用百分表校正测量零件时,如图3所示,应当使测量杆有_的初始测力。即在测量头与零件表面接触时,测量杆应有0.3~1mm的压缩量(千分表可小一点,有0.1mm即可),使指针转过半圈左右,然后转动表圈,使表盘的零位刻线对准指针,轻轻的拉动手提测量杆的圆头,拉起和放松几次,检查指针所指的零位有无改变,当指针的零位稳定后,始测量或校正零件的工作,如果是校正零件,此时开始改变零件的相对位置,读出指针的偏摆值,_是零件安装的偏装蒜值。
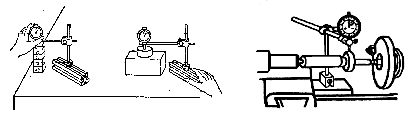 图3
图3



